






Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
誰もが知っているように、長いバッテリー充電時間は、電気自動車市場の成長を制限する重要な要因の1つです。通常、電気自動車は巡航範囲を獲得するために数時間の充電時間を必要としますが、従来の燃料車やトラックには、クルージング範囲を確保するために、短時間でガソリンまたはディーゼルで満たすことができます。
電気自動車のバッテリーの充電時間を短縮するために、電気自動車メーカーは、充電システム内の回路の能力を向上させ、高電圧と高電流を運ぶ能力を向上させる必要があります。したがって、大きな断面領域を備えたワイアリングハーネスは、より高い電流を循環するために広く使用されており、高熱散逸能力もあります。これは、電気自動車のバッテリーの充電効率を改善するための効果的な方法です。
将来的には、電気自動車の高電圧配線織機の現在の収容能力は、既存の通常の電気自動車ケーブルの4〜5倍になります。ハーネスサイズに関しては、銅が導体材料として選択されている場合、使用されるハーネスの断面積は50mm²から200mm² 、さらにはさらに増加します。
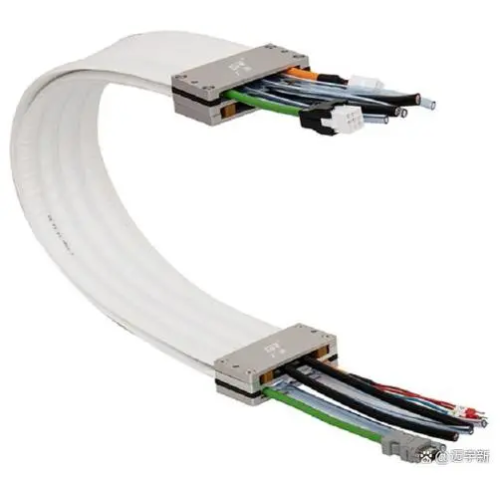
これらのケーブルをより大きな断面領域に確実に接続する方法は?
ただし、これらのケーブルをより大きな断面エリアに確実に接続する方法は、自動車メーカーにとって大きな技術的課題です。同時に、電気自動車の迅速な更新と反復により、これらのケーブルの整理と収容方法、ケーブルの長さ、内部抵抗接続技術が低いなど、技術的なポイントの調査も実現しました。理想的には、ケーブルの長さが短いほど、低い内部抵抗と低温上昇の性能を達成するために優れています。ただし、実際の電気自動車では、ケーブルの長さを短縮できないため、内部抵抗と良好な熱散逸を確保するために、それに応じてケーブルの直径を増やす必要があります。より多くのバッテリーモジュールが車両の下で配置されると、より大きな断面ワイヤーハーネスまたは導体を乗客室の周りと下に配置する必要があります。したがって、身体の構造は、ケーブルと導体から隔離されているだけでなく、急速な充電中にワイヤーハーネスによって生成される温度上昇を安全に消散させる必要があります。
接続プロセスの技術的課題に戻ると、効率的な固相接続プロセスとしての超音波金属溶接プロセスには、短い溶接時間、ジョイントの低い内部抵抗、高機械的強度、高い溶接時間など、私たちにとって多くの利点があります。など、特に高電圧コネクタシステムのキーワイヤーハーネス、ワイヤーハーネス、ワイヤーハーネス、ターミナルの溶接に適しています。ただし、大きな断面積(50m2以上)を備えた高電圧ワイヤハーネスの超音波溶接には、非常に高出力機器の使用が必要であり、同時に、使用中の溶接ワイヤハーネスとコネクタの機械的強度は確実に。 50mmを超える断面積を備えたワイヤーハーネスの場合、従来の超音波金属溶接装置は、理想的な溶接効果を実現するのが困難です。高電圧ワイヤーハーネスを溶接するときは、大きな溶接圧力をかける必要があります。従来の溶接装置は主に片持ち構造設計であるため、アクチュエータの曲げ現象が発生し、溶接エネルギー変換効率が低くなります。エネルギーの損失を補うために、通常、溶接振幅が増加します。ただし、これはこの問題を改善するだけでなく、より深刻な問題を引き起こすこともあります。たとえば、大きな振幅は内部ワイヤコアの応力を増加させ、ワイヤーハーネスを損傷する可能性があり、したがって、自動車メーカーが必要とする溶接品質要件を満たすことができません。
ここでは、このアプリケーションの溶接振幅と機器のパワーを単に増加させることによって引き起こされる次の問題が強調されています。
(1)ワイヤーハーネス内のワイヤーコアによって生成される変形と応力が増加し、ワイヤーハーネスの疲労寿命と潜在的な機械的障害の減少につながります。
(2)溶接ヘッドとワイヤーハーネスの間の相対的な移動距離が増加すると、摩擦熱エネルギーは、ワイヤーハーネスの溶接に必要な合理的なエネルギー範囲を超え、したがって、過度の熱が時間内に他の領域に広がりません。その結果、超音波溶接エネルギーの利用率が低くなり、溶接効率が低下します。
(3)溶接ヘッドの信頼性と効率が低下し、過度の振幅と電力がワイヤーハーネスの柔らかさを引き起こします。ただし、溶接プロセスで柔らかくなると、溶接ヘッドがワイヤーハーネス上で異常に滑ります。これにより、溶接ヘッドの摩耗が悪化し、溶接ヘッドの寿命コストが増加します。
溶接の振幅と機器の出力を増加させるだけで引き起こされる上記の問題については、溶接の安定性とエネルギー変換効率も溶接圧力を上げることで改善できます。ただし、テスト結果は、従来のカンチレバー超音波金属溶接機の圧力が、 50mm以上の長さのワイヤーハーネスを溶接する際の機械的設計制限を超えることを示しています。
高電圧ワイヤーハーネス溶接の技術的課題を満たすためには、より高いエネルギー変換効率を達成するために新しい溶接構造が必要です。ここでは、ブランソンの直接圧力超音波溶接技術と機器に焦点を当てます。
カンチレバー溶接フレームの欠点を解決するために、エマーソンブランソンは、「直接圧力」超音波溶接装置を開発しました。溶接スポットの位置を直接加圧することにより、溶接ヘッドとワークピースの間に溶接圧力が完全に適用され、超音波振動エネルギーをワークピースに適用される摩擦熱エネルギーに変換する効率が向上し、能力を完全にプレイすることができます。高電圧ライン溶接に適用される場合の高電力機器。
機器には2つの特性があります。
(1) 6100Nに達する可能性のあるHの溶接圧力は、溶接するワイヤーハーネスの上で垂直に作用します。
(2)溶接振幅の低下は、高エネルギーで溶接滑りを改善し、ワイヤーハーネスの表面への大きな振幅の損傷を改善する可能性があります。
従来のカンチレバー溶接装置と比較して、Branson GMX-20DPは、高電圧ワイヤーハーネスコネクタの溶接適用に簡単に対処でき、優れた溶接品質を実現できます。
同時に、GMX-20DPには、より高い精密圧力センサーと変位センサーが装備されており、溶接プロセスをより正確に検出および制御できます。溶接品質を監視するために、機器を顧客MESシステムに接続できるため、プロセスパラメーター全体を記録して追跡できます。特別に設計された溶接ターミナルクランプフィクスチャを備えた高電圧ワイヤーハーネスターミナル溶接ワークステーションは、溶接をしっかりと固定し、溶接プロセスの安定性を確保し、最終的に顧客に効率的で信頼性の高い高電圧ワイヤーハーネス溶接スキームを提供できます。
January 29, 2024

January 19, 2024
この仕入先にメール
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.